
掃一掃咨詢詳情

除塵設備咨詢熱線:
158-9013-7611
掃一掃咨詢詳情
除塵設備咨詢熱線:
158-9013-7611
聯系熱線
在制藥生產過程中,有機廢氣(VOCs)處理一直是環保難題。說到這個難題啊——或者說這個頭疼的問題——咱們不得不提到RCO催化燃燒技術。今天咱們就掰開揉碎聊聊這項技術的黃金參數,保準讓您看完就門兒清!
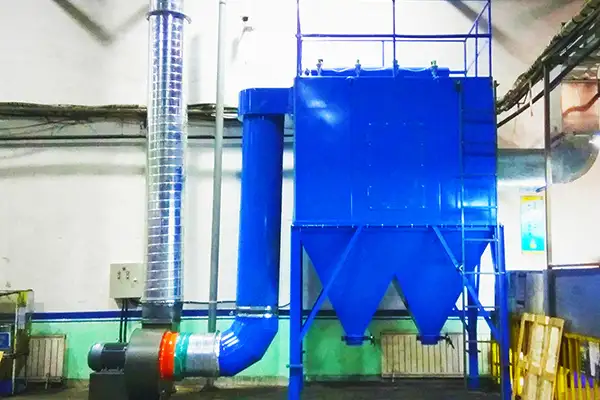
坦白講,制藥廢氣的成分復雜得要命,什么苯系物、酯類、酮類全都有。傳統活性炭吸附吧,它容易飽和;直接燃燒呢,能耗又太高。這時候RCO技術就顯出了它的優勢啦:
處理效率高達95%以上(實測數據)
能耗比直接燃燒降低40-70%
適用濃度范圍廣(500-8000mg/m3都行)
不過要注意哈,這些優勢的實現全得看參數調得對不對!
搞過工程的朋友都知道,RCO設備不是買來裝上就完事兒。下面這表格里的參數要是沒整對,效果直接打對折:
| 參數名稱 | 最佳范圍 | 對效果的影響 |
|---|---|---|
| 催化劑空速 | 15000-25000h?1 | 空速太低設備體積大,太高了催化不充分 |
| 起燃溫度 | 250-350℃ | 溫度不夠反應不完全,太高了能耗飆升 |
| 廢氣停留時間 | 0.3-0.9秒 | 時間短了分解率下降,長了設備成本高 |
特別提醒下催化劑的選擇,這個——或者說這個核心材料——直接決定運行成本。貴金屬催化劑雖然貴點,但使用壽命比普通催化劑長2-3倍呢!
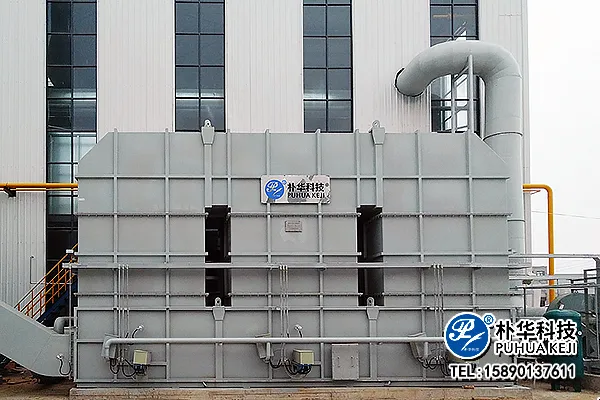
在河南地區,要說做有機廢氣處理比較靠譜的,鄭州樸華科技算一個。他們家的RCO設備有套獨門參數配置方法:
先做廢氣組分全分析(免費檢測的哦)
根據濃度波動動態調節預熱溫度
采用蜂窩陶瓷載體催化劑(比顆粒狀耐用得多)
他們去年給某藥廠改造的系統,運行費用從每月18萬降到了6萬左右,不得不說省老鼻子錢了。

咱見過太多廠子栽在參數設置上,主要有這幾個坑:
盲目追求高溫度:以為溫度越高越好(其實超過400℃催化劑就燒結)
忽略濃度波動:按平均濃度設計(結果高峰時段處理不徹底)
省催化劑成本:用劣質催化劑(運行仨月活性就衰減)
鄭州樸華科技的工程師老李跟我講,他們碰到個案例:藥廠原設備催化劑半年就得換,經他們調整空速和進氣分布后,同樣催化劑用了快兩年還在正常工作。
再好的設備不維護也得趴窩,這幾個參數要天天盯:
催化床壓差(超過1500Pa就該清灰了)
出口濃度波動值(突然升高可能催化劑中毒)
熱回收效率(低于85%就該檢查換熱器了)
鄭州樸華科技給客戶都配智能監控系統,手機APP上能實時看這些參數,出現異常自動報警,賊省心。

RCO技術也在不斷進步,接下來重點發展的肯定是能耗優化。比如:
利用制藥車間余熱預熱廢氣(能再降20%能耗)
開發抗氯催化劑(解決含氯廢氣中毒問題)
參數自學習系統(根據歷史數據自動優化)
據我所知,鄭州樸華科技研發的這種的智能型RCO設備,已經在3家上市藥企投入試運行,反饋相當不錯。
總之吧,RCO催化燃燒技術絕對是制藥行業有機廢氣處理的利器,但關鍵還是要把參數玩明白。如果您正在選型或者設備效果不理想,不妨找個專業團隊做個參數診斷,往往小調整就能帶來大改善!

微信二維碼
服務熱線