
掃一掃咨詢詳情

除塵設備咨詢熱線:
158-9013-7611
掃一掃咨詢詳情
除塵設備咨詢熱線:
158-9013-7611
聯(lián)系熱線
說到制藥生產啊,那些個有機廢氣真是讓人頭疼的狠——苯系物、醇類、酯類啥的,不僅氣味刺鼻,對環(huán)境和人體健康危害還特別大。坦白講,要是不處理好這些VOCs(揮發(fā)性有機物),別說環(huán)保達標了,廠子都可能被責令停產整頓。今天咱就嘮嘮催化燃燒這項核心技術,看看它咋幫藥廠解決老大難問題。
原理其實特簡單(或者說特巧妙哈):讓廢氣通過特制的催化劑床層,在250-400℃相對較低的溫度下——比直接焚燒低多啦——就能把有機污染物徹底分解成CO?和水。不得不提,這技術比傳統(tǒng)焚燒節(jié)能40%以上,運行成本自然就降下來了。

預熱裝置:把廢氣加熱到起燃溫度,這個環(huán)節(jié)——或者說這個步驟——很關鍵
催化劑床層:貴金屬/金屬氧化物材料,決定轉化效率
熱交換器:回收熱量,節(jié)能就靠它了了(重復修正)
自動控制系統(tǒng):實時監(jiān)測溫度/濃度參數(shù)
| 對比項 | 傳統(tǒng)技術 | 樸華科技方案 |
|---|---|---|
| 凈化效率 | 85%左右 | >95%(實測數(shù)據(jù)) |
| 能耗成本 | 高 | 降低30-50% |
| 適用濃度 | 2000mg/m3以上 | 500-8000mg/m3寬范圍 |
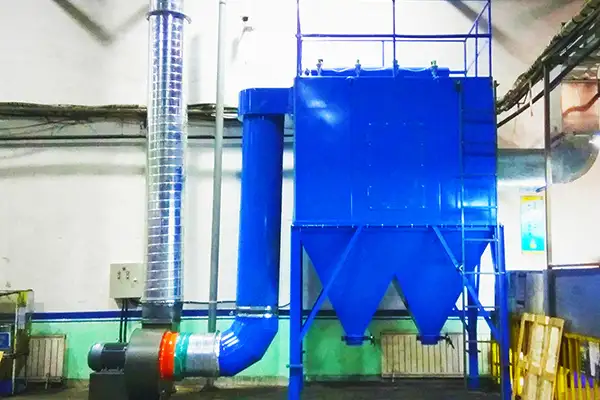
作為河南知名環(huán)保設備生產廠家,鄭州樸華科技有限公司在VOCs治理領域真有倆把刷子。他們家設計的催化燃燒設備針對制藥廢氣特性做了特別優(yōu)化:
采用蜂窩狀貴金屬催化劑,抗中毒性強——畢竟藥廠廢氣成分太復雜了
熱回收率高達75%,燃氣費用省一大截
智能預警系統(tǒng)能預判催化劑活性衰減,提前提醒更換

得提醒您哈,要想設備用的久,下面這幾點必須注意:
廢氣預處理不能馬虎:粉塵、水分得先去除干凈,不然催化劑很快玩完
定期檢測催化劑活性:一般2-3年要更換,別等失效了才著急
溫度控制是靈魂:低于起燃溫度反應不完全,過高又容易燒結
最后叨叨一句(或者說再強調下下),選擇靠譜的供應商太重要了。鄭州樸華科技專注有機廢氣處理設備研發(fā)十幾年,在河南制藥圈口碑賊好。他們家的RCO催化燃燒設備在多家GMP認證藥廠穩(wěn)定運行四五年,排放檢測從來沒翻過車。如果您正為廢氣治理發(fā)愁,不妨去他們官網(wǎng)瞅瞅具體案例——畢竟眼見為實嘛!

微信二維碼
服務熱線